| 产地 | 山东 |
|---|---|
| 规格 | 可定制 |
| 是否进出口 | 否 |





经过多年的不懈努力,金华科阳金属制品有限公司拥有了一支技术精湛、服务意识强、具有强烈敬业精神的员工队伍,可以为用户提供从 不锈钢复合管技术咨询、方案设计、生产制造、安装调试到售后服务一条龙的服务;可以根据用户的不同要求,量身设计 不锈钢复合管在各个领域的整体解决方案;

科阳金属制品有限公司
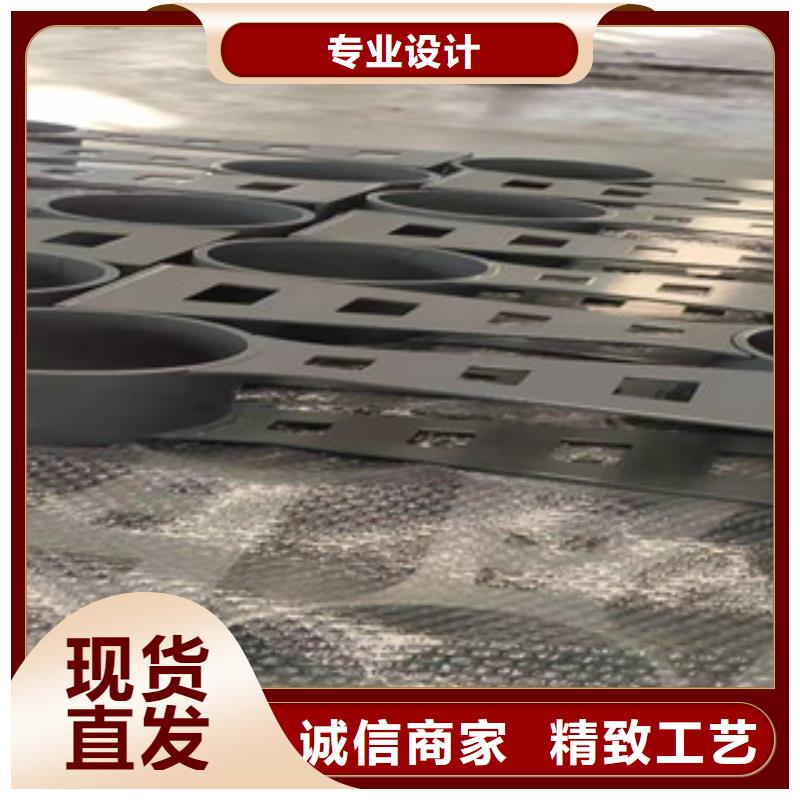
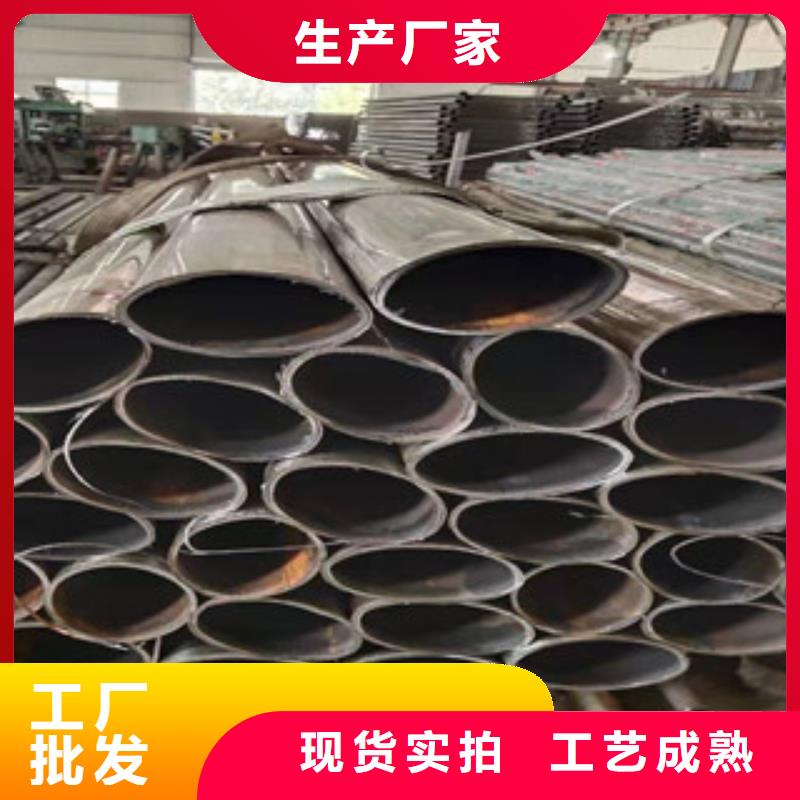
从事金华不锈钢复合管行业多年品质值得信赖


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。





![[金华]科阳金属制品有限公司名片](http://ypmimg.44983.com/UploadImg/2369/new_card.jpg "[金华]科阳金属制品有限公司名片")